🏭Intro to Industrial Engineering Unit 13 Review
13.1 Lean Principles and Waste Elimination
13.1 Lean Principles and Waste Elimination
Unit & Topic Study Guides
Industrial Engineering: Systems Optimization
Operations Research & Linear Programming
Queuing Theory: Principles and Applications
Inventory Management Fundamentals
Production Planning & Scheduling
Facility Layout & Material Handling
Quality Control and Six Sigma
Ergonomics & Workplace Design
Supply Chain and Logistics Management
Simulation Modeling & Analysis
Project Management for Engineers
Engineering Economics & Cost Analysis
Lean Manufacturing & Continuous Improvement
Automation and Industrial Robotics
Lean Manufacturing Principles
Lean manufacturing is a systematic approach to eliminating waste and maximizing the value delivered to customers. It originated from the Toyota Production System (TPS) developed in post-WWII Japan, and it has since become one of the most widely adopted frameworks in industrial engineering.
Core Principles and Value Creation
Lean is built on five core principles, meant to be followed roughly in sequence:
- Identify value from the customer's perspective. Value is whatever the customer is willing to pay for, such as product features, delivery speed, or lower cost.
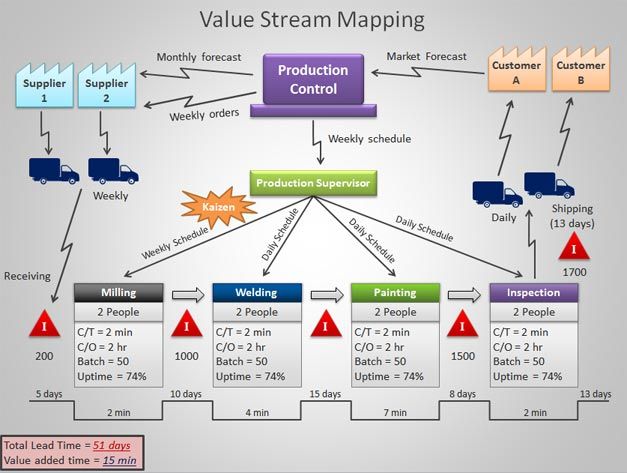
- Map the value stream. Document every step in the process, from raw materials to finished product, so you can see where value is added and where it isn't.
- Create flow. Once waste is identified, redesign the process so work moves continuously without delays, bottlenecks, or batching.
- Establish pull. Instead of pushing products through based on forecasts, let actual customer demand "pull" work through the system. This prevents overproduction.
- Pursue perfection. Lean is never "done." The goal is to cycle back through these principles repeatedly, always finding the next improvement.
Value Stream Mapping (VSM) is the primary tool for principle #2. It's a diagram that traces both material flow and information flow through a process, making it easy to spot non-value-added steps. You'll see VSM come up again in the tools section below.
Continuous Improvement and Industry Applications
Kaizen (the Japanese word for "continuous improvement") is the mindset that ties all of lean together. Rather than waiting for big overhauls, Kaizen encourages small, frequent improvements driven by the people closest to the work. Common Kaizen practices include daily team huddles, suggestion systems, and short-cycle improvement events (sometimes called "Kaizen blitzes").
Lean principles aren't limited to factory floors. They've been adapted across many industries:
- Healthcare: Reducing patient wait times, managing medical supply inventory
- Construction: Streamlining project schedules, cutting material waste on job sites
- Software development: Agile and Scrum methodologies borrow heavily from lean thinking
- Service sectors: Standardizing processes in banking, logistics, and hospitality
The core logic is the same everywhere: figure out what the customer values, then remove everything that doesn't contribute to it.
Waste in Manufacturing

Seven Types of Waste (Muda)
The Japanese term Muda means "waste," and Toyota identified seven categories of it. A common mnemonic is TIMWOOD (Transportation, Inventory, Motion, Waiting, Overproduction, Over-processing, Defects).
- Transportation: Unnecessary movement of materials between locations. Example: parts traveling back and forth across a plant because workstations are poorly arranged.
- Inventory: Excess raw materials, work-in-process, or finished goods sitting idle. Inventory ties up cash and hides other problems like defects or imbalanced production.
- Motion: Unnecessary movement of people or equipment. A worker repeatedly walking across the shop floor to grab a tool is motion waste, distinct from transportation because it involves people rather than materials.
- Waiting: Any time products, people, or machines are idle. Causes include machine breakdowns, unbalanced workloads, or upstream delays.
- Overproduction: Making more than the customer needs right now. This is often called the worst type of waste because it triggers several others (more inventory, more transportation, more storage).
- Over-processing: Doing more work than the customer requires. Examples include redundant inspections, tighter tolerances than the spec calls for, or polishing a surface that won't be visible.
- Defects: Any output that doesn't meet quality standards and must be scrapped or reworked. Defects waste the materials, labor, and time already invested.
Impact and Identification of Waste
These seven wastes rarely exist in isolation. Overproduction, for instance, directly causes excess inventory, which then requires more transportation and storage. This compounding effect is why lean practitioners prioritize finding root causes rather than just treating symptoms.
Two key methods for identifying waste:
- Gemba walks: Managers go to the actual workplace ("gemba" means "the real place" in Japanese) and observe processes firsthand rather than relying on reports.
- Value stream mapping: As described above, VSM makes waste visible by documenting every step and flagging which ones add value and which don't.
Lean Tools and Techniques
Workplace Organization and Visual Management
5S is a foundational lean tool for organizing the physical workspace. The five steps are:
- Sort – Remove everything from the work area that isn't needed for current operations.
- Set in Order – Arrange the remaining items so they're easy to find and use. "A place for everything, everything in its place."
- Shine – Clean the workspace thoroughly. This also serves as an inspection step, since cleaning often reveals equipment issues.
- Standardize – Create consistent rules and visual cues so the first three steps are maintained the same way across shifts and teams.
- Sustain – Build habits and accountability so 5S doesn't fade after the initial effort. Audits and checklists help here.
Kanban is a visual signaling system that controls the flow of work. In its simplest form, a Kanban card attached to a bin of parts signals upstream processes to produce more only when that bin is emptied. This directly supports pull-based production. Digital Kanban boards (similar to what you'd see in Trello or Jira) are now common in both manufacturing and office settings.
Visual management more broadly includes tools like andon lights (color-coded signals on a production line that indicate status or problems) and performance boards that display real-time metrics for the team.
Process Improvement and Error Prevention
- Single Minute Exchange of Die (SMED): A method for reducing equipment changeover times to under 10 minutes (the "single minute" refers to single-digit minutes). It works by converting internal setup steps (done while the machine is stopped) into external steps (done while the machine is still running).
- Total Productive Maintenance (TPM): A proactive approach where operators take ownership of basic equipment maintenance (cleaning, lubricating, inspecting) rather than waiting for breakdowns. TPM also includes predictive maintenance techniques that use data to anticipate failures.
- Poka-Yoke (mistake-proofing): Designing processes or devices so that errors are either impossible or immediately detected. A USB plug that only fits one way is a simple poka-yoke example. In manufacturing, this might be a fixture that won't hold a part if it's loaded incorrectly.
- Standardized Work: Documented best practices that define the current best-known way to perform each task, including the sequence of steps, timing, and inventory on hand. Standardized work isn't meant to be permanent; it's the baseline that gets updated every time a better method is found.
Impact of Lean Implementation
Performance Improvements and Measurement
Lean implementation is tracked through Key Performance Indicators (KPIs) tied to the types of improvement lean targets:
| KPI Category | Example Metrics |
|---|---|
| Quality | Defect rate (parts per million), first pass yield |
| Speed | Cycle time, order-to-delivery lead time |
| Inventory | Inventory turnover ratio, days of inventory on hand, WIP levels |
| Customer satisfaction | On-time delivery %, number of customer complaints |
Quality improves because lean reduces process variability and catches defects closer to their source (a concept called quality at the source, where workers inspect their own output rather than relying on end-of-line inspection). Delivery performance improves because shorter lead times and pull systems make the operation more responsive to actual demand.
Organizational and Financial Impacts
On the financial side, Lean Accounting replaces traditional cost accounting methods with metrics better suited to lean operations. For example, value stream costing assigns costs to entire value streams rather than individual products, which gives a clearer picture of where money is actually being spent.
Beyond the numbers, lean changes how people work. Employees on the shop floor become active participants in improvement rather than just following orders. This involvement through Kaizen teams and suggestion programs tends to increase both engagement and job satisfaction.
The cultural shift is often the hardest part. Lean tools are relatively straightforward to implement, but sustaining them requires genuine leadership commitment and a willingness to empower frontline workers to identify and solve problems. Organizations that treat lean as a one-time project rather than an ongoing operating philosophy rarely see lasting results.