Polymer extrusion is a key manufacturing process that transforms raw plastic into useful products. It involves heating, melting, and shaping polymers through a die to create items like pipes and sheets. Understanding the process and its components is crucial for producing quality plastic goods.
The extrusion process relies on several factors to achieve desired results. Screw design, temperature, and pressure all play vital roles in determining the final product's properties. Mastering these elements allows manufacturers to create consistent, high-quality extruded polymers for various applications.
Polymer Extrusion Process
Principles of polymer extrusion
- Continuous process manufactures products with fixed cross-sectional profiles (pipes, sheets, films)
- Polymer pellets or powder fed into extruder hopper undergo heating, melting, mixing, and shaping
- Molten polymer forced through die opening by rotating screw to achieve desired shape
- Extruded product cooled using air or water to solidify shape and maintain dimensions
- Solidified product pulled away from die and cut to desired lengths (tubing, profiles)
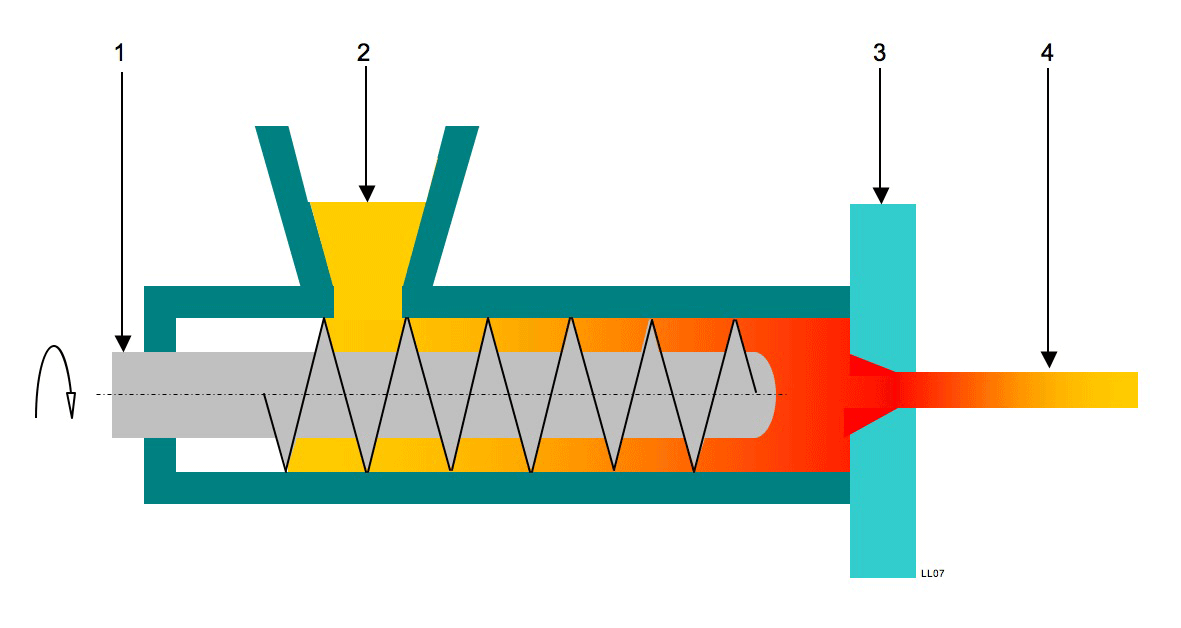
Components of extrusion machines
- Hopper stores and feeds polymer material (pellets, powder) into extruder barrel
- Barrel houses rotating screw and provides heat to melt polymer using surrounding heating elements
- Cooling fans control barrel temperature preventing polymer degradation
- Screw rotates inside barrel transporting, mixing, and pumping molten polymer
- Powered by screw drive consisting of electric motor and gearbox
- Die shapes molten polymer into desired cross-sectional profile through die lips opening
- Cooling system solidifies extruded product maintaining shape using water tanks, baths, or air fans
- Pulling and cutting equipment draws extruded product from die cutting it to specified lengths

Extrusion Process Factors
Screw design in extrusion
- Screw design critical for efficient mixing, melting, and pumping of polymer in extrusion process
- Compression ratio (feed section depth to metering section depth) affects mixing and melting
- Higher ratios improve mixing and melting but increase screw and barrel wear
- L/D ratio (screw length to diameter) impacts mixing, melting, residence time, and energy consumption
- Higher L/D ratios enhance mixing and melting but may increase residence time and energy usage
- Screw geometry (flights, channels, mixing elements) influences polymer mixing and properties
- Barrier screws separate solid and melt phases improving melting and mixing efficiency
- Mixing elements promote distributive and dispersive mixing of molten polymer
- Screw design affects final polymer properties by controlling mixing, residence time, and melt temperature
- Proper mixing yields homogeneous properties and fewer defects
- Excessive residence time can degrade polymer or cause unwanted chemical reactions
- Higher melt temperatures improve flow but may lead to polymer degradation
Temperature and pressure in extrusion
- Temperature control essential for proper polymer melting and flow properties in extrusion
- Barrel temperature regulated by heating elements and cooling fans based on polymer type and desired flow
- Insufficient heating causes incomplete melting and poor mixing
- Excessive heating degrades polymer reducing mechanical properties
- Melt temperature influenced by barrel temperature, screw speed, and shear heating
- Higher melt temperatures lower viscosity improving flow but may degrade polymer
- Barrel temperature regulated by heating elements and cooling fans based on polymer type and desired flow
- Pressure generated by rotating screw affects polymer flow properties during extrusion
- Pressure profile varies along extruder barrel length with highest pressure at metering section end and die entrance
- Die pressure determines extruded product flow rate and shape
- Higher die pressure increases flow rate but may cause flow instabilities
- Die geometry, polymer viscosity, and screw speed affect die pressure
- Pressure and temperature interrelated in extrusion process
- Higher pressures generate more shear heating raising melt temperature
- Higher temperatures reduce polymer viscosity requiring less pressure to maintain flow